Неделя с ТМК. Выпуск №11 (209)
0:00
/

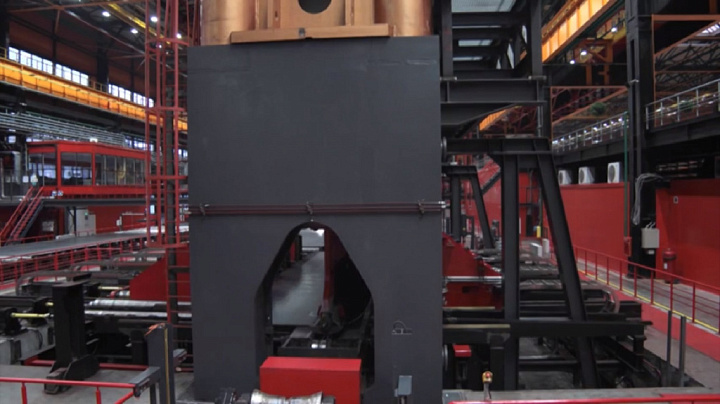
В основе формовочной машины — гидравлический пресс. Именно благодаря его конструкции с жидкостью внутри в цехах трубных заводов получается легко и быстро обрабатывать металлические изделия больших и малых форм. Идею создателям этого «чуда» впервые подсказал французский физик и математик Блез Паскаль в своем «Трактате о равновесии жидкостей» в 1663 году. Спустя 130 лет патент на «гидравлический пресс для выполнения тяжелых работ» получил английский инженер-изобретатель Джозеф Брама. Устройство из огромного цилиндра, поршня и насоса сначала использовалось для перемещения громоздких объектов, например, при строительстве Британского моста через Темзу, а уже в 1797 году мистер Брам предложил применить изобретение в производстве труб. Пионером среди примитивных формовочных гидропрессов стал станок Теодора Берра в 1820-м. Оборудование предназначалось для свинцовых труб. Разработку не переставали совершенствовать, благодаря чему на современных механизмах появились датчики и приводы, позволяющие добиваться необходимых усилий при производстве различных изделий, в том числе стальных.
На знаменитой «Высоте 239» ЧТПЗ трубоформовочных прессов два. Сказочное прозвище агрегаты могли получили за шаги, которые совершают, когда формует заготовку. Длина одного шага у «старшего» равна 12 метрам — это длинноходовый пресс шаговой формовки. Он осуществляет гибку, высоко поднимая свой гибочный инструмент, поэтому и ход у него «длинный», но величина листа в нем ограничена 13 тысячами миллиметров.
«Младший брат» — короткоходовый пресс — шагает на расстояние поменьше и начинает свой путь от подогнутых кромок, последовательно продвигаясь к середине. Сначала с одной, а затем с другой стороны заготовки. Благодаря такому подходу пресс может «прошагать» по листу длиной до 19 с небольшим тысяч миллиметров.

Прессы — хоть и автоматические — требуют настройки. Параметры регулировки зависят от типоразмера будущей трубы: диаметра и толщины стенки. Машинисту формовочной машины важно привести в соответствие типоразмер верхнего инструмента, расстояние между бойками нижнего инструмента, величину перемещения верхней траверсы (ход гибки), величину поперечного перемещения листа (шаг гибки), величину изгиба нижней балки.

В трубоформовочный пресс лист попадает, пройдя несколько этапов подготовки, последний из которых — подгибка кромок. Установленный в зоне агрегата датчик измеряет длину листа, а рольганг устанавливает его с небольшими отклонениями относительно поперечной оси пресса.

Входной рольганг опускает прокат на поднятые ролики поперечного рольганга, а манипулятор продвигает — на позицию первого шага гибки.

Из позиции ожидания гибочная траверса производит первый шаг гибки. Возвратные цилиндры поднимают траверсу на заданную высоту так, чтобы манипулятор переместил лист в позицию следующего шага.

Подогнутый наполовину лист манипулятор перемещает в противоположном направлении, чтобы продолжить формовку второй половины заготовки. Процесс гибки повторяется.

После чего манипуляторы принимают свои исходные позиции, призматические ролики поднимают трубу над нижним инструментом, и толкающая тележка выводит трубу из пресса.

Перед тем, как спрессованный прокат попадет на сварочно-сборочный стан, машинист формовочной машины проводит тщательный визуальный осмотр заготовки и делает измерения ширины разъема, внутренней и наружной поверхности заготовки, обработанной кромки. Для контроля внутреннего радиуса специалисты используют радиусные шаблоны.

Годную заготовку отправляют на сборку: концы полученного цилиндра соединят технологическим швом, а затем отправят на станы внутренней и наружной сварки.