Неделя с ТМК. Выпуск №11 (209)
0:00
/
Первые галлоны с нефтью перевозились на лошадях. Затем появились поезда и автомобили. И еще долгое время два главных энергоресурса — к нефти добавился газ — транспортировали на колесах. Все изменила ее величество стальная электросварная труба большого диаметра. Именно с помощью этой продукции сегодня строят трубопроводы с протяженностью 100 до 8000 км в воде, над и под землей и перемещают ресурсы на необходимые расстояния. Но получилось бы это без сварки? Нет!
Сварку, которую повсеместно используют сегодня, изобрели и запатентовали в конце 19 века. Почти одновременно компания LC Coffin из Детройта и русский ученый Николай Славянов представили процесс получения неразъемного соединения электрической дугой с использованием металлического электрода. Изобретение применили для изготовления труб, а уже в 1911 году этот процесс поставили на конвейер. Так появились электросварные трубы, стенки которых были толще запатентованных ранее бесшовных. Конечно, первые изделия не могли похвастать совершенной прочностью сварного соединения. Но спустя 100 с небольшим лет они значительно выросли в размерах, а их шов в некоторых случаях стал «крепче» стали.
Для труб большого диаметра, предназначенных для магистральных трубопроводов газа, нефти и нефтепродуктов, используют дуговую сварку, которую осуществляют под слоем флюса. Сварка может быть двух типов: с прямым швом для труб диаметром 508-1420 мм, толщиной стенки 7-45 мм и длиной 12-18 метров, и со спиральным швом для труб диаметром 426-4200 мм, толщиной стенки 3-15 мм и длиной 12-18 метров. И хотя спиралевидным способом можно изготовить более длинную конструкцию, первенство остается за прямошовными трубами, прежде всего, из-за надежности. Как это устроено?
Перед тем как попасть на сварочный стан, лист стали, из которого изготовят прямошовную трубу, претерпит ряд преобразований. Прокат проходит ультразвуковой контроль и очистку от поверхностных загрязнений в дробеметной машине. Затем к его углам приваривают технологические пластины, предназначенные для зажигания дуги и окончания процесса сварки, и направляют к кромкофрезерной установке, которая обрабатывает края листа по всей длине дисковыми фрезами. Так получается правильная «выкройка» с параллельными продольными кромками для точного сварного соединения.

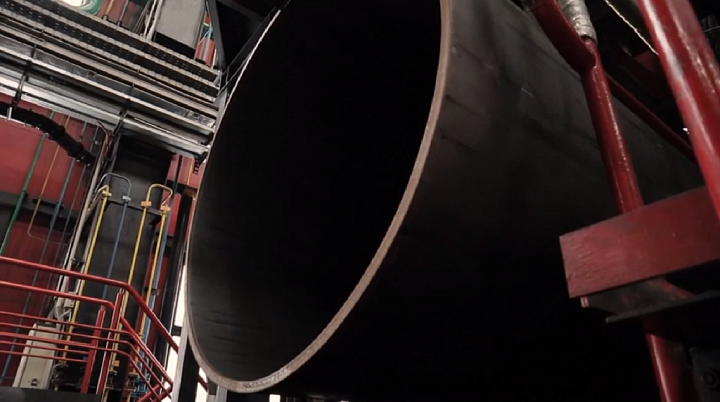
Далее лист подается на кромкогибочный стан, где совершается подгибка кромок листа близко к радиусу будущей трубы. На прессе предварительной формовки листу придают U-образную форму. А уже при окончательной формовке заготовка приобретает цилиндрическую форму. Такой способ позволяет изготовить трубы длиной до 18 метров.

Готовую трубную заготовку направляют на сборочно-сварочный стан. Разъемом вверх полуфабрикат перемещают в сборочную клеть для сварки и делают технологический шов. Сварочная клеть, находящаяся под сварочной головкой, удерживает кромки от расхождения. Внутри свариваемой трубы помещается оправка с установленным на ней башмаком или флюсовой подушкой, которые препятствуют протеканию металла.
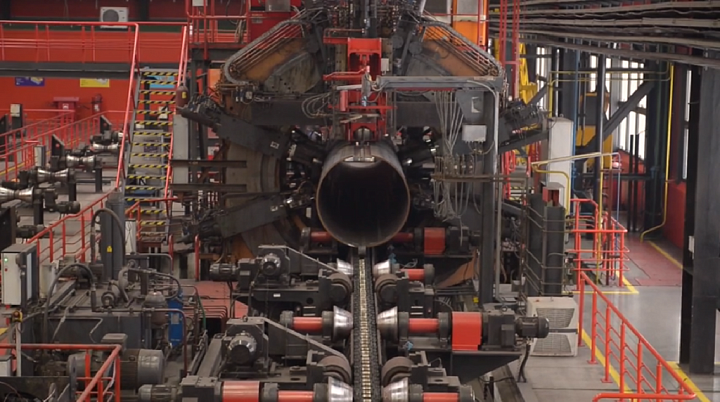
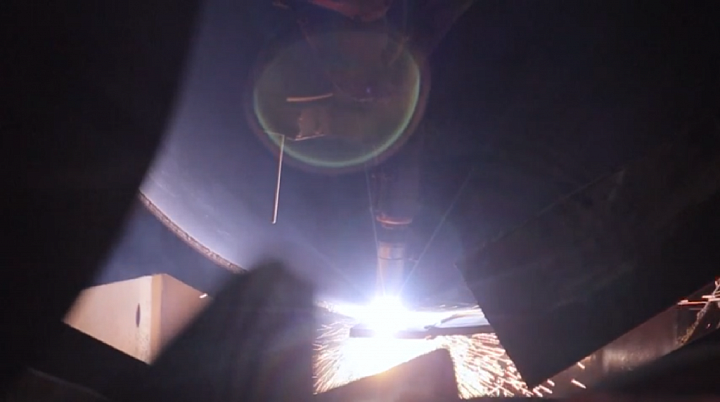
В собранном виде труба перемещается на стан внутренней сварки. На современных производствах процесс автоматизирован, поэтому управление происходит с помощью пультов. Сварка осуществляется автоматически за один проход по всей длине заготовки.
Готовый внутренний шов проходит контроль качества — переход от валика усиления шва к основному металлу трубы должен быть плавным, без острых углов, подрезов и наплывов.
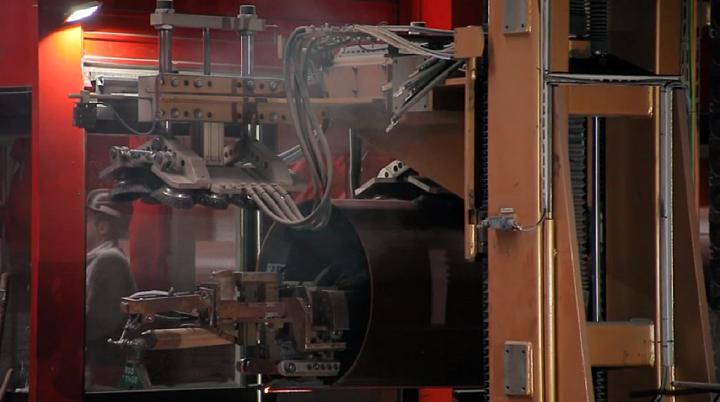
Затем на стане наружной сварки операция повторяется, только уже снаружи, после чего шов снова проверяют. В цехе «Высота 239» ЧТПЗ процесс проходит на 4 станах. Для сварки используют 3, 4 или 5 дуг диаметром 4–5 мм. За час станы выпускают порядка 25 труб.
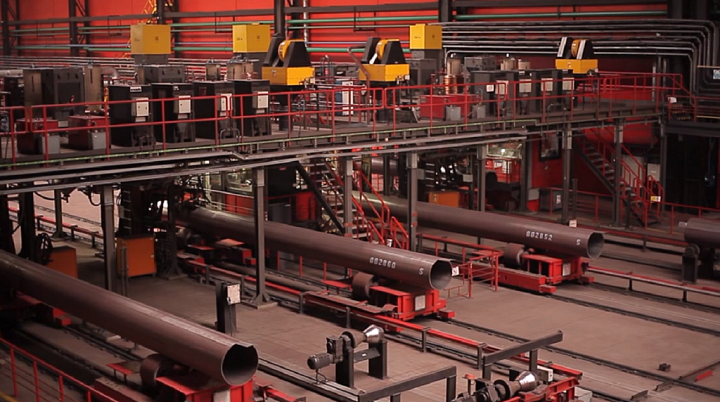
Так благодаря сварному шву появляются толстостенные стальные трубы, которые обладают исключительными свойствами: стойкостью к растрескиванию под землей и в воде, низкой проницаемостью для метана и водорода, высоким рейтингом к температурным режимам, прочностью при ударах и сдавливании и надежными УФ- характеристиками при использовании под палящим солнцем, а также длительным сроком службы. Больше сотни лет по ним могут перемещать воду, нефть, газ в разные точки мира.