Неделя с ТМК. Выпуск №11 (209)
0:00
/
Перед тем, как подать лист на производственную линию для одношовной сварной трубы, прокат тщательно отбирают, проверяют на дефекты и измеряют. Детали стальной трубы могут вырезать и на установке плазменной резки. Но опытная швея знает, выкройка даже по точному лекалу на практике при сборке требует подгонки под фигуру. Так дело обстоит и с трубами: чтобы изделия получались равными заданным значениям, на помощь трубникам приходит экспандер, или расширитель.
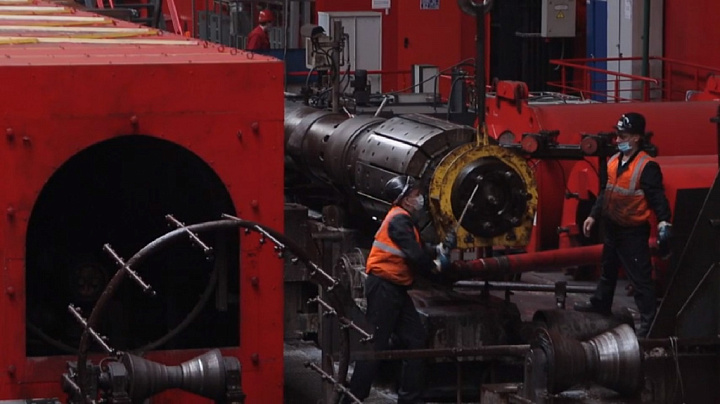
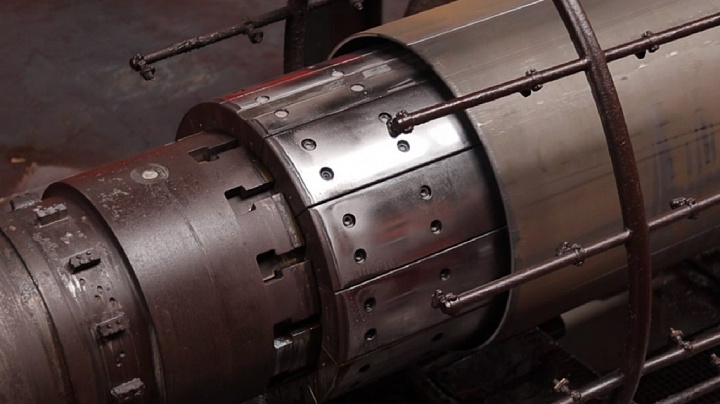
По сути экспандер – пресс внутреннего давления. Внешне инструмент выглядит как машина с собранными в поршень сегментами. «Лепестки» помещают внутрь трубы, они раскрываются и калибруют наружный диаметр, овальность, цилиндричность, отклонение по профилю околошовной зоны и кривизну. Как это работает, давайте разбираться.
Найти участок экспандирования в цехе, где производят трубы, легко. Посетитель обратит внимание на игру воды, которая бьет о стенки стальных изделий, как в фонтанах.

Технология расширения трубы требует удаления стороннего сора и масляных пленок с внутренних и наружных поверхностей. Поэтому с помощью специальной эмульсии изделия промывают до и после совершения операции.
Перед тем как на участок поступит прошедшая этапы сборки, обрезки технологических пластин труба, экспандер проходит настройку под диаметр, толщину стенки и механические свойства обрабатываемого изделия. Калибровщики проверяют положение вспомогательных механизмов, ход главного гидроцилиндра и типоразмер инструмента.
Голова инструмента экспандера меньше метра. При этом трубы, которые подлежат обработке, достигают 10–18,5 метров. Поэтому расширение производят поэтапно – шагами. Экспандер способен работать очень быстро, перемещаясь по телу трубы со скоростью 120 мм/с, но рабочий ход вперед, позволяющий достигать максимальной эффективности, равен 60 мм/с, обратный – 130 мм/с. Степень расширения может достигать 1,5%.
После подготовки входной рольганг подает трубу на участок экспандирования. Тележка поперечной транспортировки транспортирует изделие на ось установки внутренней промывки труб и укладывает на поворотный рольганг.

Очищенную трубу перемещают на ось экспандера и укладывают на поворотный рольганг. Изделие поворачивают сварным швом вверх. Клещевая тележка захватывает трубу и перемещает на первый шаг экспандирования.

На этом этапе трубу измеряют и рассчитывают количество шагов экспандирования.
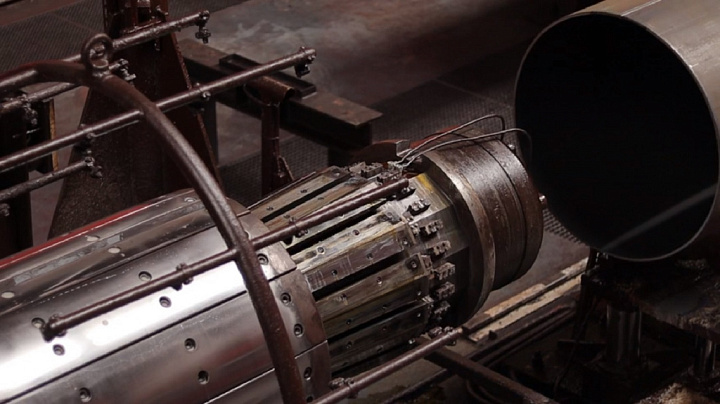
Главный гидроцилиндр раздвигает сегменты инструмента до примыкания к внутренней поверхности трубы по окружности.
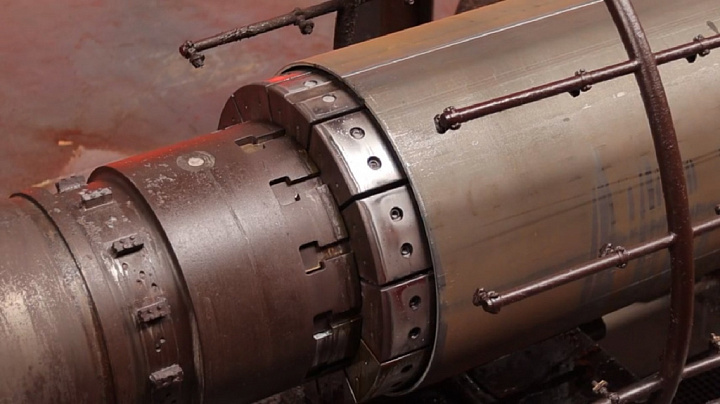
Гидроцилиндр переключается на рабочий ход, и экспандер начинает пластически деформировать трубу до достижения заданного значения диаметра, останавливает ход и перемещает гидроцилиндр на обратный ход.
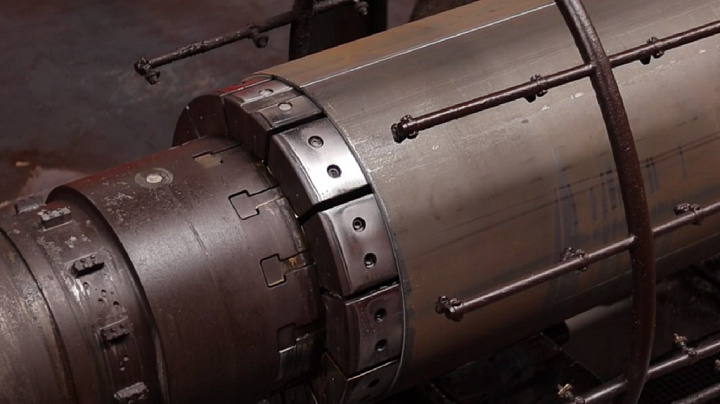
После сжатия инструмента клещевая тележка перемещает трубу на следующий шаг экспандирования, и операция раздачи повторяется.
Поперечные транспортные тележки подают расширенную трубу на ось установки внутренней и наружной очистки труб, где изделие очищается и промывается.

После завершения обработки клещевая тележка захватывает трубу и возвращает на исходную позицию.
Экспандированная труба легко встраивается в новые конструкции и облегчает задачу специалистов во время сборки и монтажа.






